

Introduction to Enzymes
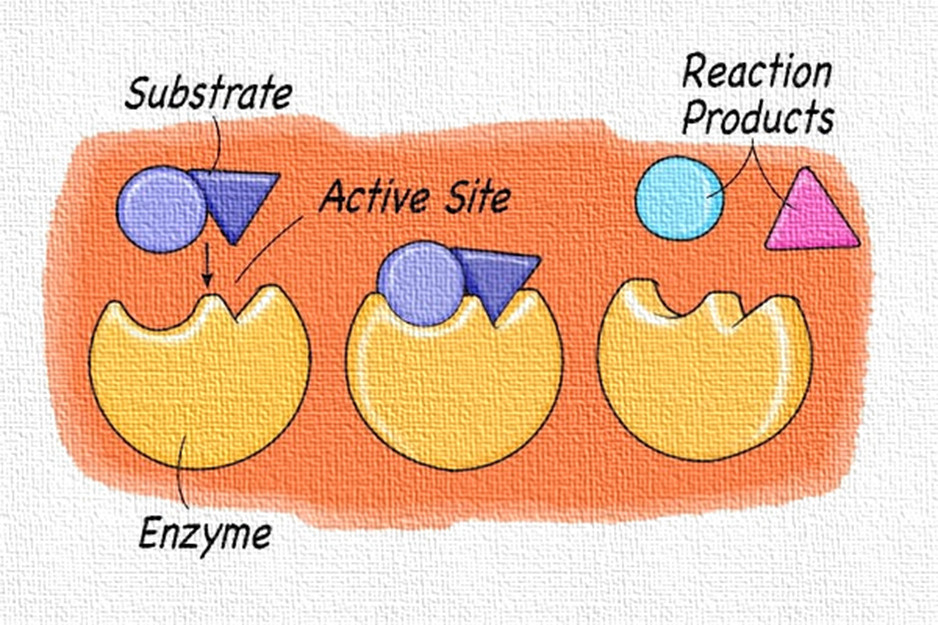
Enzymes are biological catalysts that accelerate biochemical reactions. They are primarily proteins and are specific in their action. Industrial enzymes are used in various sectors such as food, pharmaceuticals, textiles, detergents, and biotechnology.
General Considerations for Enzyme Production
Enzyme production is a multifaceted biotechnological process that involves the careful selection and manipulation of microbial sources, optimization of growth conditions, and refinement of fermentation and downstream techniques to maximize yield and activity. The following key considerations play an essential role in the successful and economical production of industrially relevant enzymes:
1. Microbial Sources
Microorganisms serve as efficient and versatile biological factories for enzyme synthesis due to their rapid growth rates, ease of genetic modification, and capacity for high-yield production. Common categories of microbial enzyme producers include:
- Bacteria: Widely used bacterial strains include Bacillus subtilis, known for its ability to secrete large quantities of extracellular enzymes, Escherichia coli, frequently employed due to its well-characterized genetics and ease of recombinant expression, and various Streptomyces species which are prolific producers of enzymes with complex structures.
- Fungi: Filamentous fungi such as Aspergillus niger, Rhizopus oryzae, and Trichoderma reesei are particularly useful in the production of extracellular enzymes like cellulases, lipases, and proteases. Their ability to thrive in solid substrates also makes them ideal for solid-state fermentation.
- Yeasts: Saccharomyces cerevisiae, a model organism, is commonly used in the production of enzymes, especially when the product needs to be associated with food-grade or pharmaceutical applications due to its Generally Recognized as Safe (GRAS) status.
2. Selection of Microorganism
The choice of an appropriate microbial strain is critical and directly influences the efficiency and economics of the enzyme production process. Factors influencing selection include:
- High Enzyme Yield: The strain should naturally produce or be capable of being genetically modified to overexpress the desired enzyme in significant quantities.
- Safety and Stability: Strains should be non-pathogenic and preferably have GRAS status, ensuring their suitability for use in food and pharmaceutical industries.
- Cultivation Simplicity: The organism should grow rapidly and uniformly under standard laboratory or industrial conditions without the need for complex media or extreme environmental controls.
- Genetic Amenability: The ability to undergo genetic manipulation allows for the enhancement of production characteristics, regulation of expression levels, and metabolic engineering.
3. Fermentation Techniques
The method of microbial cultivation greatly affects the enzyme output. Two primary fermentation strategies are utilized:
- a. Submerged Fermentation (SmF): In this technique, microorganisms are cultivated in a liquid nutrient-rich medium, allowing efficient control over environmental parameters such as pH, temperature, and aeration. It is especially suitable for bacteria and yeasts. Enzymes like amylases and proteases are typically produced using SmF.
Common Equipment: Stirred tank bioreactors equipped with automated sensors and agitators for uniform mixing and aeration. - b. Solid-State Fermentation (SSF): This method involves the growth of microbes on solid materials with minimal free water. It is particularly effective for fungi that thrive in such environments and is commonly used in the production of enzymes like lipases, cellulases, and xylanases.
Advantages: Lower energy requirements, higher product concentration, and suitability for agro-industrial residues as substrates.
4. Media Composition
The composition of the growth medium profoundly affects the growth rate of microorganisms and the induction of enzyme biosynthesis. Important media components include:
- Carbon Sources: These provide energy and building blocks for microbial growth. Common examples include glucose, starch, lactose, and other easily metabolizable sugars.
- Nitrogen Sources: Essential for the synthesis of amino acids and proteins, nitrogen is supplied via organic (peptone, yeast extract) or inorganic sources (ammonium salts).
- Minerals: Micronutrients such as magnesium (Mg²⁺), iron (Fe²⁺), and calcium (Ca²⁺) are necessary cofactors that enhance enzymatic activity and stability.
- Inducers: Certain substrates act as inducers to upregulate enzyme production. For instance, starch is often added to induce amylase production, and lipids may induce lipase synthesis.
5. Culture Conditions
Environmental parameters must be finely controlled to maximize enzyme yield and ensure consistency across batches. Key factors include:
- pH: The optimal pH varies depending on the microbial strain and the type of enzyme produced, typically ranging between 4.5 and 7.5.
- Temperature: Most microbial enzyme production occurs optimally between 25°C and 37°C. Thermophilic organisms may require higher temperatures.
- Aeration and Agitation: Adequate oxygen supply is crucial for aerobic microorganisms. Proper agitation ensures uniform distribution of nutrients and oxygen throughout the medium.
- Incubation Time: Enzyme production does not occur uniformly during all growth phases. Regular monitoring using activity assays helps determine the peak production period for harvesting.
6. Downstream Processing
Once the enzyme is produced, it must be extracted, purified, and stabilized to ensure activity and shelf life. The downstream processing steps include:
- Cell Separation: Involves removing microbial cells from the fermentation broth using centrifugation, microfiltration, or other separation techniques.
- Purification: Crude enzymes are further purified using methods such as salt precipitation (e.g., ammonium sulfate), ion exchange, affinity, or gel filtration chromatography to increase specific activity.
- Stabilization: Stabilizers such as glycerol, sugars (like trehalose), or salts are used to preserve enzyme structure and function during storage.
- Formulation: The final enzyme product can be prepared in various formulations—liquid (for immediate use) or powder form (for extended shelf life and ease of transport), depending on its intended application.
Important Industrial Enzymes
1. Amylase
Introduction: Amylases are a group of enzymes that catalyze the hydrolysis of starch into simpler sugars such as glucose and maltose. These enzymes play a significant role in numerous industrial applications, particularly in the food, brewing, detergent, and textile industries, due to their ability to efficiently break down complex carbohydrates.
Types:
- α-Amylase: This is an endo-acting enzyme that cleaves internal α-1,4-glycosidic linkages within the starch molecule, resulting in a rapid decrease in the viscosity of the solution.
- β-Amylase: An exo-acting enzyme that works progressively from the non-reducing ends of the polysaccharide chain, releasing maltose units.
- Glucoamylase (Amyloglucosidase): Capable of hydrolyzing both α-1,4 and α-1,6 glycosidic bonds, ultimately producing glucose as the end product.
Microbial Sources:
- Fungal: Aspergillus niger
- Bacterial: Bacillus subtilis, Bacillus amyloliquefaciens
Production Process:
- Fermentation Method: Typically carried out using submerged fermentation (SmF), which allows better control of parameters.
- Inducer Used: Starch serves as an inducer to initiate enzyme synthesis.
- Culture Medium Composition: Generally contains glucose, peptone, yeast extract, and calcium chloride (CaCl₂).
- Optimum Conditions: pH around 6.0 and temperature between 30°C to 37°C.
- Harvesting Process: Enzyme recovery involves sequential steps—filtration of culture broth, protein precipitation, ultrafiltration for concentration, followed by spray drying to formulate the enzyme into powder form.
Applications:
- In brewing to convert starch into fermentable sugars.
- In baking for dough conditioning and sugar production.
- In detergents for stain removal from clothes.
- In textile desizing to remove starch from fabrics.
2. Catalase
Introduction: Catalase is an oxidative enzyme that catalyzes the breakdown of hydrogen peroxide—a potentially harmful oxidizing agent—into water and molecular oxygen. This enzyme is widely utilized in detoxification processes and is also significant in industrial applications such as textile bleaching and food packaging.
Microbial Sources:
- Micrococcus luteus
- Aspergillus niger
- Penicillium notatum
Production Process:
- Fermentation Technique: Submerged fermentation is commonly employed for microbial production.
- Media Composition: Peptone, glucose, yeast extract, and manganese sulfate (MnSO₄) are commonly used as nutrient sources.
- Optimum pH and Temperature: Neutral pH (around 7.0) and temperature near 30°C are ideal.
- Recovery Method: Involves centrifugation to remove microbial cells, followed by ammonium sulfate precipitation and dialysis to remove salts and concentrate the enzyme.
Applications:
- Removal of residual hydrogen peroxide from food packaging materials.
- Used in textile industries during bleaching to degrade peroxide residues.
- Integrated into biosensors for detecting peroxide levels.
- Diagnostic usage in clinical laboratories for detecting oxidative stress.
3. Peroxidase
Introduction: Peroxidases are a class of enzymes that facilitate the oxidation of various organic and inorganic substrates in the presence of hydrogen peroxide. One of the most commonly studied peroxidases is horseradish peroxidase (HRP), which is widely used in biotechnology.
Sources:
- Plant-derived: Armoracia rusticana (Horseradish)
- Fungal source: Coprinus cinereus
- Bacterial strain: Pseudomonas putida
Production Process:
- Inducers: The presence of phenolic compounds often acts as inducers for peroxidase expression.
- Media Composition: A typical growth medium includes glucose, peptone, and yeast extract.
- Culture Conditions: Optimal pH is 6.0, and temperature around 30°C is preferred.
- Downstream Processing: Extraction involves protein precipitation followed by purification through ion exchange chromatography.
Applications:
- Used in immunoassays such as ELISA for signal amplification.
- Plays a role in wastewater treatment by degrading phenolic pollutants.
- Incorporated in diagnostic kits for colorimetric reactions.
4. Lipase
Introduction: Lipases (triacylglycerol acylhydrolases) are hydrolytic enzymes that break down triglycerides into glycerol and free fatty acids. These enzymes are also capable of catalyzing reverse reactions such as esterification and transesterification, making them highly valuable in biocatalysis.
Microbial Sources:
- Fungal: Candida rugosa, Rhizopus oryzae
- Bacterial: Bacillus subtilis, Pseudomonas fluorescens
Fermentation:
- Preferred Method: Solid-State Fermentation (SSF) is ideal for fungal strains due to low water activity and higher yields.
- Substrates: Oil cakes such as soybean and groundnut act as inducers.
- Media Components: Generally includes oil, peptone, sodium chloride (NaCl), and potassium dihydrogen phosphate (KH₂PO₄).
- Optimal pH & Temperature: Slightly alkaline pH of 7.5 and temperature range of 30°C–40°C.
Recovery Process:
- Extraction from cell-free broth is followed by solvent extraction and chromatographic purification.
Applications:
- Used in detergents to break down grease and fat stains.
- Enhances flavor in dairy and bakery products.
- Critical in biodiesel production by catalyzing transesterification.
- Utilized in pharmaceutical synthesis for enantioselective reactions.
5. Protease
Introduction: Proteases, or peptidases, catalyze the hydrolysis of peptide bonds in proteins, converting them into smaller peptides or amino acids. Representing over 60% of global enzyme sales, proteases are indispensable in various industrial processes.
Types:
- Serine proteases: Includes trypsin and chymotrypsin, which have a serine residue at the active site.
- Metalloproteases: Require metal ions such as Zn²⁺ for their catalytic activity.
- Aspartic proteases: Characterized by the presence of aspartic acid residues in their active site.
Sources:
- Bacillus licheniformis
- Streptomyces spp.
- Aspergillus oryzae
Fermentation:
- Submerged fermentation is generally used for large-scale production.
- Media Components: Typically includes casein, soybean meal, glucose, and calcium chloride (CaCl₂).
- Optimal Conditions: pH between 6.5–8.5 and temperature range from 30°C to 37°C.
Downstream Processing:
- The process includes broth clarification, ultrafiltration for concentration, and lyophilization for stabilization.
Applications:
- Used in detergent formulations for protein stain removal.
- Applied in the leather industry for dehairing and bating processes.
- Employed in meat processing for tenderization.
- Plays a role in clinical diagnostics and reagent preparation.
6. Penicillinase (β-Lactamase)
Introduction: Penicillinase is a specific type of β-lactamase enzyme that hydrolyzes the β-lactam ring of penicillin, rendering it inactive. This enzyme is of considerable importance in antibiotic resistance research and pharmaceutical quality control.
Sources:
- Bacillus cereus
- Staphylococcus aureus
- Escherichia coli (especially genetically engineered strains)
Production:
- Induction: Requires the presence of penicillin or its analogs to induce enzyme synthesis.
- Culture Medium: Contains glucose, peptone, and low concentrations of penicillin G.
- Fermentation Type: Submerged fermentation under controlled conditions.
- Optimal Conditions: Typically maintained at 30°C and pH 7.2.
Extraction and Purification:
- After cell lysis, proteins are precipitated using ammonium sulfate, dialyzed, and finally purified using affinity chromatography.
Applications:
- Essential in antibiotic resistance studies and detection of β-lactamase-producing bacteria.
- Used in enzyme-linked immunoassays.
- Applied in diagnostic laboratories to inactivate penicillin residues in clinical samples.
Optimization Strategies for Enzyme Production
1. Strain Improvement
- Random Mutagenesis: UV, EMS
- Genetic Engineering: Overexpression of enzyme genes
- CRISPR/Cas9: For precision genome editing
2. Bioprocess Optimization
- Design of Experiments (DoE): Statistical methods to identify optimal conditions
- Fed-batch fermentation: To prevent substrate inhibition
- Continuous fermentation: Higher productivity
3. Immobilization Techniques
- Enzyme is fixed on a solid matrix (e.g., alginate beads, silica)
- Advantages:
- Reusability
- Increased stability
- Continuous operation
Recent Advances in Enzyme Technology
- Metagenomics: Discover enzymes from uncultured microbes
- Synthetic biology: Design custom enzymes for specific reactions
- Protein engineering: Modify enzymes for enhanced stability, activity
- Nanobiocatalysts: Enzyme-nanoparticle conjugates for improved performance
Conclusion
The production of enzymes such as amylase, catalase, peroxidase, lipase, protease, and penicillinase is a complex yet rewarding process essential in both industrial and pharmaceutical applications. Understanding microbial sources, fermentation techniques, and downstream processing is crucial for achieving high yields and enzyme activity. Continuous advancements in biotechnology, genetic engineering, and bioinformatics are paving the way for more efficient enzyme production and application in various domains.